


Categoría
Productos Recomendados






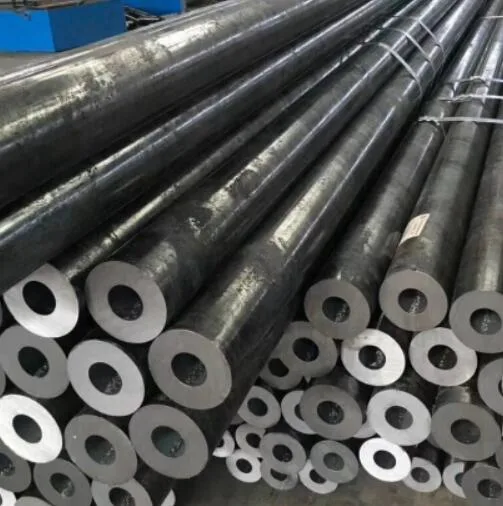
JIS G3445 Stkm19c Tubo de acero sin costura al carbono para estructura de máquina
Tubo de acero al carbono JIS G3445 para estructura de máquinas Especificación JIS G3445 para tubos de acero soldados y s
Información básica.
| N º de Modelo. | STKM19C |
| Forma de sección | Redondo |
| mtc | Certificado 3.1 o 3.2 |
| Servicio de corte | Disponible |
| Paquete de transporte | Paquete estándar en condiciones de navegar |
| Especificación | 30-850 mm |
| Marca comercial | SHUNFU |
| Origen | Porcelana |
| Capacidad de producción | 50000 toneladas/año |
Descripción del Producto
Tubo de acero al carbono JIS G3445 para estructura de máquina
Especificación JIS G3445 para tubos de acero soldados y sin costura para fines de ingeniería automotriz, mecánica y general: requisitos específicos para tubos de acero sin costura estirados en frío. Los tubos sin costura estirados en frío poseen una alta relación resistencia-peso y pueden procesarse para proporcionar una combinación de características deseadas: precisión dimensional; buena calidad superficial; excelente uniformidad de microestructura; buena maquinabilidad; y propiedades de alta resistencia. También es adecuado para tratamientos posteriores como carburación y tratamiento térmico.
Beneficios de los tubos de acero sin costura G3445
Propiedades de mayor resistencia y durezaPrecisión del tamaño
Apariencia mejorada
Microestructura uniforme
Más fácil de mecanizar
Acabado superior en manipulaciones posteriores
Aplicaciones de tubos de acero sin costura G3445
1.Cilindros hidráulicos2.Ejes para automóviles y camiones
3.Piezas de suspensión y amortiguadores.
4.Ejes y rodillos de alta velocidad.
5.Rodamientos y espaciadores
6.Jaulas antivuelco
7.Componentes agrícolas y muchas otras piezas tubulares mecanizadas.
Estándares
Tubos de acero al carbono JIS G3445 para estructura de máquina.Componente químico de tubos de acero G3445
| Calificación | Símbolo de orgullo | C | Y | Minnesota | PAG | S | Nb o V | |
| Grado 11 | A | STKM11A | 0,12 máx. | 0,35 máx. | 0,60 máx. | 0,040 máx. | 0,040 máx. | - |
| Grado 12 | A | STKM12A | 0,20 máx. | 0,35 máx. | 0,60 máx. | 0,040 máx. | 0,040 máx. | - |
| B | STKM12B | |||||||
| C | STKM12C | |||||||
| Grado 13 | A | STKM13A | 0,25 máx. | 0,35 máx. | 0,30 a 0,90 | 0,040 máx. | 0,040 máx. | |
| B | STKM13B | |||||||
| C | STKM13C | |||||||
| Grado 14 | A | STKM14A | 0,30 máx. | 0,35 máx. | 0,30 a 1,00 | 0,040 máx. | 0,040 máx. | - |
| B | STKM14B | |||||||
| C | STKM14C | |||||||
| Grado 15 | A | STKM15A | 0,25 a 0,35 | 0,35 máx. | 0,30 a 1,00 | 0,040 máx. | 0,040 máx. | - |
| C | STKM15C | |||||||
| Grado 16 | A | STKM16A | 0,35 a 0,45 | 0,40 máx. | 0,40 a 1,00 | 0,040 máx. | 0,040 máx. | |
| C | STKM16C | |||||||
| Grado 17 | A | STKM17A | 0,45 a 0,55 | 0,40 máx. | 0,40 a 1,00 | 0,040 máx. | 0,040 máx. | - |
| C | STKM17C | |||||||
| Grado 18 | A | STKM18A | 0,18 máx. | 0,55 máx. | 1,50 máx. | 0,040 inax. | 0,040 máx. | - |
| B | STKM18B | |||||||
| C | STKM18C | |||||||
| Grado 19 | A | STKM19A | 0,25 máx. | 0,55 máx. | 1,50 máx. | 0,040 máx. | 0,040 máx. | - |
| C | STKM19C | |||||||
| Grado 20 | A | STKM20A | 0,25 máx. | 0,55 máx. | 1,60 máx. | 0,040 máx. | 0,040 máx. | 0,15 máx. |
Condiciones de entrega de tubos de acero G3445
Tubo de acero sin costura acabado en calienteTubo de acero sin costura acabado en frío
Como tubo de acero soldado por resistencia eléctrica.
Tubo de acero soldado por resistencia eléctrica acabado en caliente.
Tubo de acero soldado por resistencia eléctrica acabado en frío.
Tubo de acero soldado a tope
Tubo de acero soldado por arco automático
Proceso de trefilado de tubos de acero G3445
Proceso de flotación/estirado que consiste en tirar de una barra, varilla o alambre de metal a través de todo un troquel para alterar su acabado, forma, tamaño y/o propiedades mecánicas. La técnica de trefilado del tubo reduce el diámetro exterior, el diámetro interior y el espesor de la pared del tubo. Se mantiene la integridad de la superficie del tubo, ideal para tubos de acero inoxidable.Proceso de recocido de tubos de acero G3445
El recocido se utiliza para ablandar el metal antes de realizar más procesos de fabricación o trabajo en frío, y mejora la microestructura metalúrgica general del tubo. Durante la reducción del tubo o el estirado en frío, este puede volverse duro y algo quebradizo. Para poder volver a estirar el tubo, es necesario eliminar las tensiones formadas durante el trabajo en frío para devolver el material a su estado normal.Durante el recocido, el tubo se calienta a una temperatura controlada (hasta 2100 °F) y un tiempo de remojo. A través de este proceso, el tubo mantiene su forma, pero los granos en la estructura del tubo se reforman en un patrón regular sin tensiones. El tubo recocido resultante es más blando y apto para volver a estirarse.
Proceso de fabricación de tubos de acero G3445.
Los tubos mecánicos sin costura de Tubular Products se producen a partir de palanquillas redondas sólidas mediante perforación giratoria y luego se laminan en un molino Assel que permite una gama extremadamente amplia de relaciones de diámetro/espesor de pared. Luego, los tubos se procesan a través de un molino reductor de tamaño de múltiples pasadas y un calibrador rotatorio.Los tramos de tubo del laminador en caliente se enfrían lentamente con aire o se mueven directamente a un horno de recocido térmico único para garantizar una dureza uniforme de la microestructura y promover una excelente maquinabilidad. Este proceso contrasta con los hornos convencionales de enfriamiento lento, donde los tubos se enfrían en haces. Esto puede dar lugar a variaciones en la microestructura y la dureza de un tubo a otro e incluso dentro del propio tubo.
Después de enfriar, los tubos se decapan en un baño ácido para eliminar las incrustaciones de laminación y se inspeccionan. Las imperfecciones menores se eliminan mediante esmerilado antes del estirado en frío y el procesamiento adicional. Durante el proceso de estirado en frío, los tubos se trefilan de forma controlada sobre un mandril y a través de una matriz para reducir el diámetro y el espesor de la pared. Después del conformado y dependiendo de los requisitos del cliente, el tubo se recoce, se endereza y se corta a medida para aliviar tensiones. Los tubos se inspeccionan para determinar la precisión dimensional y el acabado de la superficie.
El trabajo en frío, aplicado tanto a las superficies interiores como exteriores, mejora el acabado de la superficie, aumenta las propiedades de tracción, mejora la maquinabilidad en muchos grados y da como resultado dimensiones más precisas. La tolerancia del diámetro exterior y del espesor de la pared se mejora en aproximadamente un 50 por ciento.
Embalaje de tubos de acero G3445
Los tramos rectos de tubos sin costura se pueden enfundar individualmente en papel o plástico y/o empaquetar en nuestros exclusivos espaciadores de cartón para garantizar que no se produzcan daños durante el transporte. Los tubos enrollados sin costura se empaquetan horizontalmente utilizando separadores de papel o cartón para evitar el contacto entre tubos. Todos los tubos se empaquetan en cajas de madera forradas con papel encerado para manualidades, cajas reforzadas de tres paredes recubiertas de arcilla o cajas de cartón estándar. También se encuentran disponibles a pedido tapas de plástico que evitan que entren materiales extraños al interior de los tubos.Otros servicios
1 Corte: Trozos pequeños2 Extremo: Plaint o biselado o roscado
3 Máquina CNC: Produzca según su dibujo
Paquete 4: desnudo/nylon/lona/madera
5 Pago: T/T, L/C, O/A (solicitar crédito)
6 Transporte:FOB/CFR/CIF/DDU/DDP (tren/barco/Aéreo)




Anterior: ASTM A106 A53 Gr. B A336 API 5L Tubo de acero sin costura Galvanizado/Stainlesss/Ms Aleación de gran diámetro Pared gruesa Sch40 Sch80 Tubo de caldera contra incendios de fluido sin costura
Próximo: ASTM A106 A53 Gr. B A336 API 5L Galvanizado/Stainlesss/Ms Aleación de gran diámetro de pared gruesa Sch40 Sch80 Tubo de caldera contra incendios de fluido sin costura
Enviar Consulta
Enviar